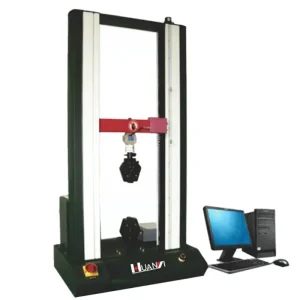
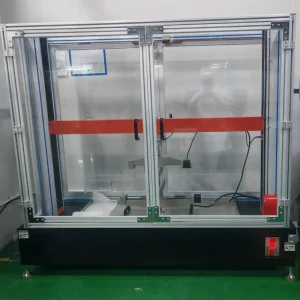
Explore our engineering excellence. High-performance chambers engineered for industrial validation and materials research.
In the highly regulated landscapes of pharmaceuticals, aerospace, electronics, and automotive manufacturing, environmental integrity is not simply a metric—it is the cornerstone of safety and operational durability. As a leading Humidity Stability Chamber Manufacturer & Factory, Dongguan Huanyi Instruments Technology Co., Ltd. addresses the global necessity for high-precision environmental replication. These systems, designed to sustain constant, precise, and uniform conditions of temperature and relative humidity over extended durations, serve as the baseline apparatus for evaluating the degradation pathways, lifespan dynamics, and material reactions of products under stressful climatic variables.
Modern applications require environmental systems capable of maintaining strict compliance parameters, such as those mandated by the International Council for Harmonisation (ICH) guidelines for stability testing of new active substances and products. An unexpected deviation in temperature or humidity during a test run can invalidate months of rigorous study, resulting in significant resource loss. Therefore, engineering systems that offer high-precision PID logic control, superior structural insulation, and advanced airflow circulation mechanisms is paramount to avoiding costly validation failures.
The global environmental simulation industry is undergoing a paradigm shift driven by technological advances, carbon-neutral directives, and digital transformation. Manufacturers must continuously innovate to meet these evolving market dynamics:
1. Eco-Friendly and Multi-Stage Refrigeration Systems: Strict regulatory frameworks, including the EU F-Gas Regulation and EPA SNAP program, have forced a phase-out of traditional high-GWP (Global Warming Potential) fluorocarbon refrigerants. Modern stability chambers utilize low-GWP alternatives, such as R449A or R452A, paired with intelligent compressor cycling to minimize energy draw while maintaining optimal cooling ramps.
2. IoT Integration and Remote Telemetry: In the era of smart laboratory ecosystems, stability chambers are no longer isolated equipment units. Advanced Ethernet interfaces, Modbus communication protocols, and dedicated cloud-monitoring solutions enable engineers and lab managers to inspect live climate variables, modify set points, and receive alarm logs remotely, ensuring continuous compliance and swift recovery actions during anomalies.
3. Advanced Psychrometric Precision: The shift from traditional wet-bulb/dry-bulb psychrometric measurement setups to solid-state capacitive humidity sensors offers rapid response times, minimal maintenance, and lower risk of water contamination issues. Precision control logic regulates vapor generation via ultrasonic humification or electric immersion heating with microscopic fidelity, suppressing relative humidity oscillations to within ±1.5% RH.
Industrial procurement departments evaluate equipment based on strict KPIs. Here are the core factors defining a high-value procurement selection.
A stability chamber must exhibit precise temperature and humidity spatial uniformity across the entire internal volume, preventing test variance. High-end systems align with IEC 60068-3-6 guidelines, verifying internal uniformity values under loaded configurations.
For pharmaceutical and biotechnology enterprises, validation is mandatory. Quality manufacturers provide comprehensive documentation packages (Installation, Operational, and Performance Qualifications) that conform to international FDA expectations.
Traceability is critical. Modern system controllers must offer tamper-proof electronic records, hierarchical user access control systems, and automated audit trails, ensuring raw data is never manipulated during compliance testing.
Integrating Research, Advanced Manufacturing, and Global Quality Service to Empower Environmental Testing Excellence.

Established on March 20, 2007, and occupying a state-of-the-art facility covering 6,022 square meters in Dongguan, China, Dongguan Huanyi Instruments Technology Co., Ltd. has developed into a premium high-tech enterprise integrating R&D, production, sales, and comprehensive after-sales service. Our organization has played a key role in the industry, actively participating in the drafting of national standards and industry standards for environmental simulation test equipment. We adhere strictly to the principle of "customer-centric, quality-guaranteed, honesty-based, and innovation-oriented," nurturing a highly-skilled team that implements global production technologies and robust quality assurance steps.


The main components of all our company's products are sourced from internationally renowned brands to ensure high quality and reliability.









A milestone-driven timeline showcasing our growth, standard draft participations, and manufacturing expansion.
Established Dongguan Huanyi Instrument Technology Co., Ltd. in Guangdong, entering the environmental simulation market.
Established the Jiangsu Regional Office to support growing domestic R&D labs and electronic industries.
Established targeted regional operations in Xi'an and Chongqing to support inland manufacturing hubs.
Established regional service networks in Shanghai and Beijing, expanding reach to tier-one pharmaceutical and research entities.
Established the Digital Sheet Metal Processing Center, incorporating CNC cutting systems and optimizing raw material usage.
Successfully passed the ISO9001:2015 Quality Management System certification, aligning our workflow with international standards.
Rated continuously as a high-tech enterprise. Participated actively in environmental testing and drafting of national standards like GB5364 and GBT50325.
Established our dedicated laboratory subsidiary, Guangdong Huance Testing Technology Co., Ltd., to provide local calibration and testing services.
We implement strict quality assurance parameters in alignment with global and regional regulatory standards.





Standard Drafting Enterprise
Active contributor to GB/T environmental simulation guidelines.
In today's highly dynamic international market, purchasing departments must secure their supply chains against disruption, inflation, and shipping bottlenecks. China's transition to Industry 4.0 manufacturing methods has positioned domestic factories at the forefront of global equipment production. By integrating advanced production equipment with intelligent ERP resource-planning systems, manufacturers achieve superior cost control, reduced material waste, and minimized production lead times.
At Dongguan Huanyi Instruments, our sheet metal fabrication facilities utilize automated high-precision laser cutting, CNC bending machinery, and robotic welding stations. This automated workflow reduces manual errors and ensures high consistency in chamber dimensions. Vertically integrated components, coupled with access to local raw material markets in the Greater Bay Area, enable us to maintain steady lead times and deliver cost-competitive pricing, even during global supply chain fluctuations.
Additionally, modern logistics partnerships allow for seamless containerized shipping and air transport setups, complete with secure wooden crating to prevent transport shock. This comprehensive approach ensures that high-precision chambers arrive at global client facilities pre-calibrated and ready for structural integration.







Get professional insights on environmental chamber engineering, calibration, standards compliance, and operation parameters.
Wet-bulb/dry-bulb psychrometric measurement systems utilize two temperature probes (one exposed to a wet cotton wick). They are highly reliable at high humidity levels and resistant to chemical outgassing but require constant distilled water supply and regular wick maintenance. Solid-state capacitive sensors measure changes in electrical capacitance caused by moisture content, offering faster response times and eliminating the need for wicks or water lines. However, they can drift if exposed to chemical vapors or extreme temperatures.
We utilize customized, high-volume multi-blade centrifugal circulation fans along with custom-engineered air duct configurations. Air is processed in an isolated conditioning plenum located at the back of the workspace before being distributed evenly across the shelves. This continuous, low-velocity laminar flow helps prevent microclimatic stratification, ensuring uniform testing conditions across all shelves, even under loaded states.
We offer full support for IQ (Installation Qualification), OQ (Operational Qualification), and PQ (Performance Qualification) validation. This includes schematic system layouts, component lists, calibration logs traceable to national metrology institutes, 9-point or 15-point temperature/humidity mapping logs, and certificate records verifying system compliance with FDA 21 CFR Part 11 requirements for electronic records.
We provide a wide range of customizations, including Explosion-Proof rating packages (for testing volatile solvent-containing items or batteries), heavy-duty reinforced shelving, customized pass-through cable access ports, integrated carbon filtration systems for VOC scrubbing, nitrogen gas purging options, and custom multi-pane viewing windows with internal heating elements to prevent condensation.
We design a comprehensive range of environmental and mechanical test systems. View our alternative product configurations below.