In the pharmaceutical industry, stability testing is the cornerstone of drug development. It determines the shelf-life and recommended storage conditions of drug substances and products. According to the ICH (International Council for Harmonisation) guidelines (Q1A - Q1F), stability data must be robust, reproducible, and compliant with climate zones ranging from temperate (Zone I) to hot and humid (Zone IVb).
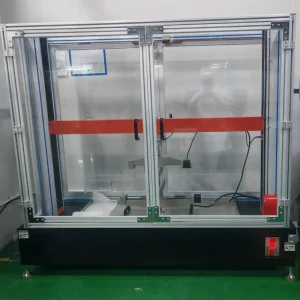
Our Custom Pharmaceutical Stability Test Chambers are engineered to simulate these precise conditions with unparalleled accuracy. We provide the "Information Gain" necessary for regulatory submissions, ensuring that your data stands up to the scrutiny of the FDA, EMA, and NMPA.
Off-the-shelf chambers often fail to meet the unique footprint or multi-variable testing needs of modern biotech labs. Customization allows for optimized airflow, integrated data logging (21 CFR Part 11 compliant), and specialized shelving for varying dosage forms, from biologics to oral solids.


Dongguan Huanyi Instruments Technology Co., Ltd. was established on March 20, 2007, covering an area of 6,022 square meters. As a high-tech enterprise, we integrate R&D, production, and after-sales service. Our commitment to expertise is reflected in our participation in drafting national standards for environmental simulation test equipment.
Our philosophy is "customer-centric, quality-guaranteed, honesty-based, and innovation-oriented". Over the past 17+ years, we have cultivated a team of experts with deep technical knowledge in thermodynamics, control systems, and regulatory validation.
Located in Dongguan, the "World's Factory," Huanyi leverages a unique ecosystem of industrial components and skilled labor to deliver high-spec equipment at competitive prices.
We operate a Digital Sheet Metal Center and utilize ERP systems to manage production. This allows us to control quality from raw material cutting to final assembly, reducing lead times by 25% compared to European counterparts.
While we manufacture in China, we use internationally renowned brand components (e.g., compressors, controllers). This ensures that while you benefit from China's manufacturing efficiency, the machine’s "heart" is globally serviceable and reliable.
Our proximity to major ports like Shenzhen and Guangzhou ensures rapid logistics. In a post-pandemic world, our diverse supplier network guarantees that production never stalls, ensuring your R&D deadlines are met.

Precise +5°C storage simulation with backup refrigeration systems for life-saving vaccines and insulin products.
High-intensity UV and Xenon exposure combined with heat to predict drug impurity profiles over accelerated timeframes.

Testing the barrier properties of blister packs and vials against moisture ingress in high-humidity tropical zones.
High Quality Control from every aspect of raw material, production, installation, and commission. ISO 9001 factory manufacturing ensures every unit meets stringent protocols.
With more than 20 years of experience, we have professional production and R&D personnel. We use ERP systems to monitor the production process, ensuring timely delivery.
Modern equipment including laser cutting panels, automated production, and wood processing helps reduce waste and increase precision.
We prioritize sustainable manufacturing and provide professional after-sales service to ensure the longevity of our equipment.