Explore our top-tier environmental simulation chambers designed for precise relative humidity, temperature control, and physical stress testing.



Understanding the Critical Physics of Industrial Humidity Control in Climate Simulation Systems
In modern industrial product lifecycle testing, the ability to simulate exact atmospheric conditions is paramount. Humidity control inside an environmental test chamber represents one of the most challenging areas of thermal and fluid dynamics engineering. Underestimating the importance of vapor pressure, dew point stabilization, and relative humidity (RH) gradients can lead to catastrophic inconsistencies in product validation data. Whether testing automotive electronics, battery performance, VOC emissions, or semiconductor micro-packaging, precision control ensures compliance with stringent international testing standards such as MIL-STD, IEC, ASTM, and ISO.
Relative humidity is intrinsically linked to temperature. As temperature changes, the air's capacity to hold water vapor alters exponentially, governed by the Clausius-Clapeyron relation. A slight fluctuation of even 0.5°C in temperature can cause a shift of 3% to 5% in relative humidity at high-humidity levels (e.g., 85% RH or higher). Maintaining uniform humidity across large-volume walk-in environmental chambers requires an intimate knowledge of airflow patterns, psychrometric curves, and active thermodynamic regulation. High-efficiency OEM manufacturers utilize advanced steam-generation or ultrasonic systems coupled with solid-state desiccant technology to prevent condensation from forming on test specimens, ensuring the validity of long-term damp-heat and cyclic reliability evaluations.
Generic, off-the-shelf climate chambers often fail to meet the niche demands of advanced R&D laboratories. When dealing with complex geometries, active heat-generating test specimens (such as operating EV battery modules or high-intensity automotive displays), or chemical outgassing (as seen in VOC emission testing), customized mechanical and airflow architectures are required. Choosing a specialized OEM manufacturer with dedicated standard-drafting capability ensures that structural materials, refrigeration capacities, sensor locations, and safety mitigation systems are precisely matched to the target applications.
The architectural breakdown of state-of-the-art environmental chambers and sensor integration.
Utilizing refrigeration bypass circuits in tandem with active desiccant rotor wheels to maintain ultra-low dew points (down to -40°C or even -70°C in specialized systems) without freezing dry-bulb surfaces.
Employing high-accuracy capacitive polymer humidity sensors alongside platinum resistance thermometers (PT100) to ensure zero drift and rapid response to transient humidity swings.
Advanced microprocessor controllers executing fuzzy PID logic that anticipates load fluctuations, adjusts pulse-width modulated heater outputs, and modulates proportional valves for stability within ±0.5% RH.
The global regulatory shift away from high Global Warming Potential (GWP) fluorocarbon gases (such as R-404A and R-23) has driven extensive research into next-generation eco-friendly refrigerants. Leading OEM factories are transitioning to HFO-blend refrigerants (like R-449A or CO2-based cascade systems) without sacrificing rapid temperature transitions. Concurrently, environmental chambers are integrating IoT capabilities. Real-time predictive maintenance algorithms monitor compressor pressure, humidifier calcification stages, and fan vibration anomalies to flag system warnings before they impact high-value testing batches.
Guiding the Industry in Environmental Simulation Since 2007

Dongguan Huanyi Instruments Technology Co., Ltd. was established on March 20, 2007, covering an area of 6,022 square meters. It is a high-tech enterprise integrating R&D, production, sales and after-sales service. We proudly participated in the drafting of national standards and industry standards for environmental simulation test equipment. Our core philosophy is "customer-centric, quality-guaranteed, honesty-based, and innovation-oriented". Through unremitting efforts, Huanyi has cultivated a high-quality team with rich production, R&D and management experience.
With the persistent efforts of all staff, our products have been selling to Southeast Asia, Europe, the United States, the Middle East and other regions, and have gotten good feedback from customers. Since its establishment, we have accumulated more than 2,500 customers, and the products have won unanimous praise. We continuously introduce international advanced technologies, learning from others and integrating them into our proprietary designs.
Rigorous multi-stage QC processes tracing every aspect from raw materials, structural fabrication, assembly, to full-load factory acceptance testing (FAT).
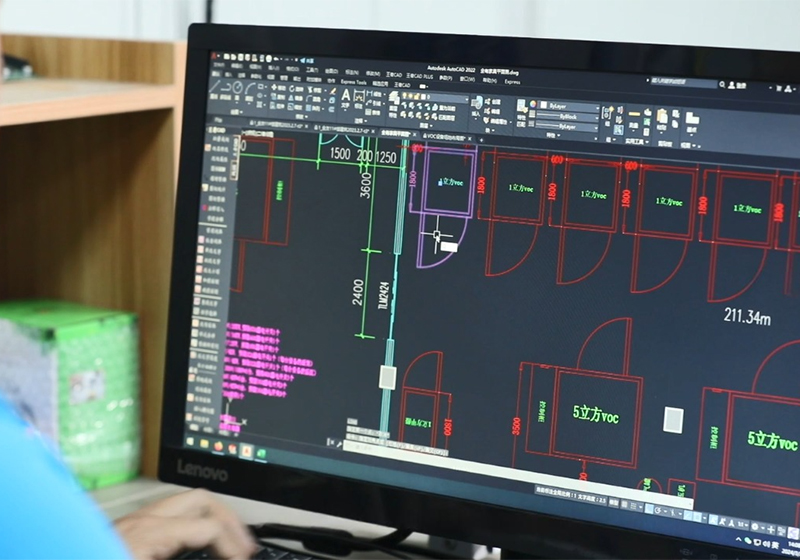
With more than 20 years of technical expertise, our R&D personnel manage large-volume production orders using custom ERP platforms to ensure zero project delays.
Equipped with state-of-the-art laser cutting panels, automated CNC bending machines, and modern assembly lines to minimize waste and optimize structural tolerances.
Operating under ISO 9001 certified quality management systems and supplying energy-efficient chambers with CE & RoHS compliances.
Our strategic evolution into a trusted global manufacturer of environmental testing equipment.
Dongguan Huanyi Instrument Technology Co., Ltd. established, focusing on industrial testing chambers.
Established the Jiangsu Office to better serve East China's fast-growing electronics and manufacturing base.
Expanded nationwide by establishing regional service and support offices in Xi'an and Chongqing.
Established Shanghai and Beijing offices, securing large accounts in national laboratories and aerospace research units.
Inaugurated the state-of-the-art Digital Sheet Metal Center with advanced CNC and automated fiber laser cutters.
Officially passed the Quality Management System Certification ISO 9001:2015.
Ranked as a contract-abiding and trustworthy enterprise. Led/participated in drafting national environmental standards like GB5364 & GBT50325. Recognized as a national high-tech enterprise.
Founded Guangdong Huance Testing Technology Co., Ltd. as an independent dedicated laboratory testing subsidiary.
Direct view into our manufacturing floors, quality departments, and corporate offices.







The Strategic Sourcing Power of the Dongguan Greater Bay Area Hub
Dongguan, located at the core of the Pearl River Delta (Greater Bay Area), represents the world’s most robust electronics and machinery supply chain cluster. This unique location allows us to achieve unparalleled supply chain efficiency. Components that would take weeks to procure elsewhere can be sourced, checked, and integrated within days, dramatically lowering our overall manufacturing cycle times and costs without compromising on the strict quality criteria. By marrying this localized manufacturing ecosystem with imported, globally recognized core components (e.g., German Bitzer or French Tecumseh compressors, Japanese controllers, Schneider electronics), we provide high-performance climate test chambers at highly competitive price points.
Furthermore, our integrated sheet metal center and robotic welding lines minimize structural waste. Coupled with modern ERP platforms, we track raw materials from procurement to assembly. This digitization creates a resilient manufacturing structure that insulates our customers from global raw material volatility and guarantees on-time delivery even for complex, customized walk-in project specifications.
Ensuring metrological validity, environmental compliance, and plant safety.




From microchip validation to full-scale electric vehicle environmental analysis.





In North America and Europe, compliance protocols for EV battery testing demand localized explosion protection (such as spark-resistant interior finishes, pressure relief vents, blow-out panels, and fire-suppression gas integration). Our double and triple-layer battery explosion-proof test chambers are designed from the ground up to mitigate thermal abuse risks. Similarly, our VOC environmental chambers are utilized in automotive dashboard testing to ensure that interior outgassing complies with strict European vehicle health regulations. For industrial cleanrooms, our multiple sensor calibration systems allow aerospace labs to calibrate dozens of humidity sensors simultaneously against primary chilled-mirror reference units, reducing plant downtime and ensuring complete traceability.







Answers to common engineering questions regarding the design, operation, and maintenance of humidity control chambers.
Most standard climate chambers achieve a relative humidity range of 10% to 98% RH, within a temperature band of +10°C to +85°C. For specialized ultra-low dew point configurations, desiccant wheels or dry gas purge systems can bring the interior dew point down to equivalent values of less than 5% RH.
Tap water contains minerals (such as calcium and magnesium) that deposit onto the heating elements and internal walls of the chamber. Over time, these mineral build-ups reduce heating efficiency and clog ultrasonic atomizers or steam nozzles. Demineralized or deionized (DI) water with a resistivity of 0.1 to 1.0 MΩ·cm is required to prevent sensor contamination and scale build-up.
Condensation occurs when the surface temperature of the test specimen drops below the dew point of the surrounding air. To prevent this, the controller operates in a "condensation prevention" mode: it regulates the humidity level to keep the dew point of the air below the measured surface temperature of the specimen, slowly raising the chamber temperature before ramping up relative humidity.
Calibration is conducted according to international standards such as IEC 60068-3-6, DIN 12880, and ASTM E104. High-precision chilled-mirror hygrometers or calibrated platinum resistance thermometers (PRTs) paired with capacitive sensors are used as primary reference standards, ensuring traceability to national metrology institutes.
Active heat loads (like working EV batteries or computers) generate localized heat gradients. This heat increases the local air's capacity to hold water, causing a drop in relative humidity right around the specimen. To counter this, OEM factories customize airflow designs (using high-volume, uniform-velocity circulation fans) and program customized PID offsets in the controller to balance the cooling capacity.
Steam generators are highly reliable, produce completely sterile water vapor (no biological build-up), and are suited for high-temperature/high-humidity applications. Ultrasonic humidifiers react faster, generate less residual heat, and are ideal for low-temperature humidity testing where even minor thermal inputs can alter chamber conditions.
Damp Heat testing (85/85) is standard for solar panels, automotive modules, and PCB components. It requires continuous, high-volume steam generation and heavy-duty, double-walled insulation to prevent external condensation. The chamber utilizes high-grade SUS304 or SUS316 stainless steel with specialized weld lines to resist corrosion from long-term exposure to hot moisture.
Routine monthly checks should include inspecting the water filtration/deionization cart, cleaning the humidifying pan or boiler, checking the wet-bulb wick (if using wet-bulb temperature measurement), and cleaning the condenser coils. Calibration checks should be scheduled annually or semi-annually depending on laboratory accreditation requirements.
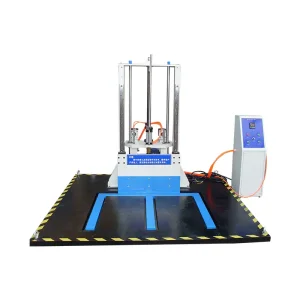
From mechanical drop test machines to specialized drying ovens and safety-rated testing environments.